


型腔表面溫度較高的成型塑料最常見的有聚苯硫醚(PPS玻璃纖維30%)、液晶聚合物(LCP玻璃40%)、聚對苯二甲酸乙二醇酯(PET)、聚酰胺/46尼龍(PA46)以及聚碳酸脂(PC)等,其型腔的表面溫度在70~150之間。我們可以根據注塑制品具體要求去選擇相對應的成型塑料,在進行模具設計時也要特別注意這一點。
由于是高型腔表面溫度注塑模具,因此必須特別關注的一點就是溫度控制,主要有以下幾種方式:
1.筒式加熱器調溫方式
工作原理:通過與溫度傳感器同時使用將溫度保持恒定,為了更精確的控制溫度,需要在注塑機壓板和注塑模具安裝板之間安裝隔熱板。
優點:熱容量大,具有升溫快的優點;
缺點:加熱器溫度分布不均,想要保持均勻的溫度分布很困難;另外加熱器壽命有限,需要定期更換。
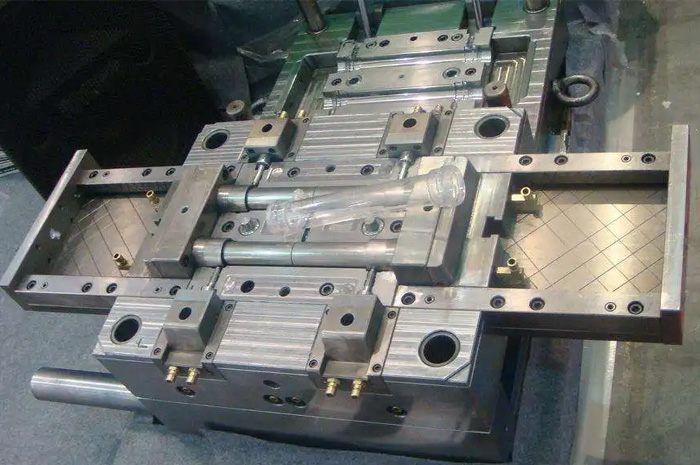
范仕達注塑模具
2.加壓蒸汽調溫方式
工作原理:利用內置有特殊加壓泵的溫度調節器來調節溫度。
優點:可簡單輕松地確保實現高溫
缺點:需如同常規的水溫調節一樣加工出用于注塑模具溫度控制的冷卻孔。
3.油液調溫方式
工作原理:循環泵排出的油液通過接頭軟管,在設置于注塑模具模板或型腔內的流道內循環,從而讓溫度保持恒定。
優點:一旦溫度提升到設定溫度,則可較為穩定的實現溫度維持。
缺點:升溫所需的時間較長,在處理油液時存在燙傷的風險。
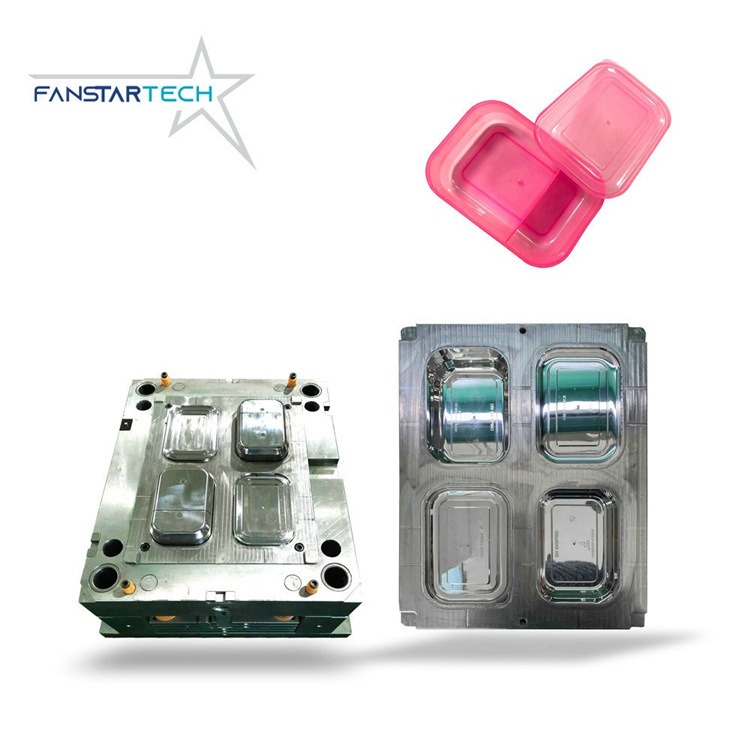
范仕達注塑模具
范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產和成品質量優!有需要注塑模具的歡迎聯系我們!目前注塑材料要求型腔表面高溫度的越來越多了,特別是在工程塑料盒超級工程塑料,此類注塑模具設計和制造時必須時刻關注高型腔表面溫度注塑模具注意要點。
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


