智能科技有限公司")
智能科技有限公司")

注塑模具成型加工因氣泡而導(dǎo)致的填充不足主要可以從三個(gè)方面來(lái)考慮,成形品設(shè)計(jì)、注射條件以及注塑模具。每個(gè)方面所產(chǎn)生填充不足的原因是不同的,因此需要采取的相對(duì)應(yīng)措施也不同。
一.與注塑模具成形品設(shè)計(jì)相關(guān)的對(duì)策:1. 考慮采用不均勻的成形品壁厚;2. 增加成形品的壁厚。
二.與注塑模具注射條件相關(guān)的對(duì)策:1. 變更注射速度、改變流動(dòng)模式;2. 變更螺桿的速度、壓力切換位置;3. 降低注射速度;4. 采用較高的型腔表面溫度;5. 采用稍低的合模力。

電子門(mén)鈴注塑模具
三.與注塑模具相關(guān)的對(duì)策: 1. 在發(fā)生氣泡的部分設(shè)置有效的排氣槽;2. 更改澆口位置;3. 變更流道平衡; 4. 采用對(duì)流動(dòng)性不佳的部分進(jìn)行加熱的結(jié)構(gòu); 5. 采用對(duì)流動(dòng)性不佳的部分進(jìn)行分隔的鑲件結(jié)構(gòu)。
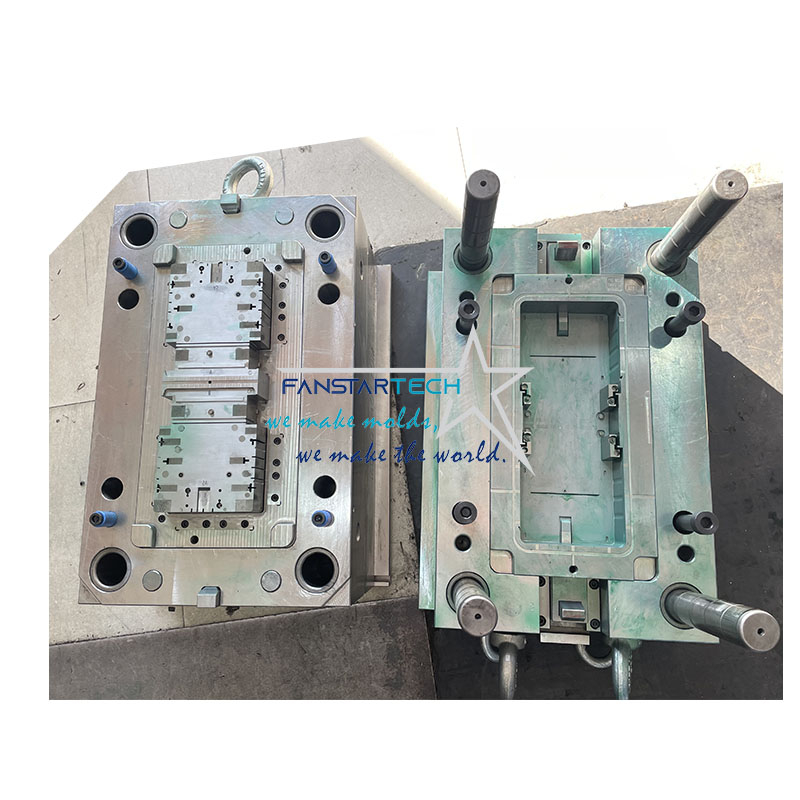
電表盒注塑模具
氣泡可分為水泡和真空泡兩種。一般來(lái)說(shuō),發(fā)生在透明制品上的氣泡可以直接觀察到,而發(fā)生在不透明制品上的氣泡有時(shí)從外表無(wú)法看到,只有將其剖開(kāi)或采用其他手段才能可能發(fā)現(xiàn)。氣泡的出現(xiàn)會(huì)使得制品充填不滿(mǎn)、表面不平。范仕達(dá)的使命是掌握注塑生產(chǎn)核心技術(shù),從成品生產(chǎn)需求與客人做注塑模具制作前技術(shù)交流分析,讓注塑模具交貨期短,壽命長(zhǎng),快速量產(chǎn)和成品質(zhì)量?jī)?yōu)!有需要注塑注塑模具的歡迎聯(lián)系我們!
注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào)") 微信咨詢(xún)
微信咨詢(xún)


