


注塑模具包膠塑件缺膠是包膠注塑加工過程中比較常見的一種現象,缺膠除了會影響外觀,還會影響注塑件正常功能的使用。如果包膠注塑加工過程中,包膠模具溫度不穩定勢必胡導致注塑件品質不穩定,不良率高。因此注塑模具包膠注塑缺膠處理辦法及溫度控制都尤為重要。
包膠注塑成型過程中發生缺膠的原因主要有:1. 模具結構方面,可能存在排氣不良,膠位太薄,模具溫度異常等問題;2. 注塑件方面,可能存在螺桿包膠,溫度異常,射咀堵塞等問題;3. 包膠注塑加工工藝方面,注塑加工參數設置存在問題。
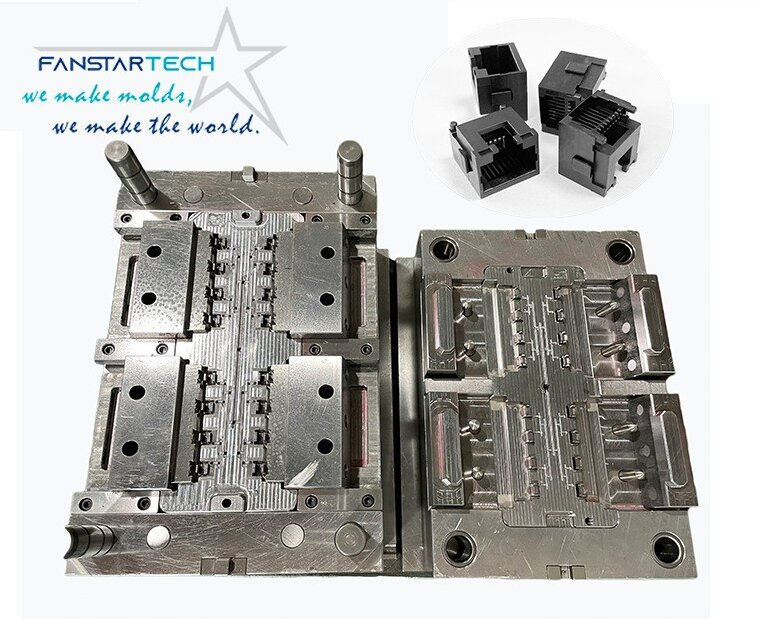
連接器注塑模具
注塑模具包膠注塑工藝相對來說較為復雜。需要分兩次注塑成型,因此 包膠模具溫度的控制就顯得尤為重要。
1.注塑模具包膠模具設計階段,需要充分考慮包膠模具溫度對注塑加工的影響。模具注射重量較小但包膠模具尺寸較大時,模具結構中熱傳遞就十分重要,需要確保包膠模具冷卻液的流動路徑應盡量保持平穩;
2.注塑模具表面接觸熔料的實際溫度可以通過持溫度計測量或模具內的熱電偶測量,需要注意的是,溫度計要在多個位置而不是每個表面上的一個位置測量,然后修改溫度控制系統,將包膠模具溫度調節到注塑加工所需要的水平。
3.模具注塑件精密度高,外觀要求比較嚴格的,建議選擇較高的包膠模具溫度,對于技術要求不高的,建議選擇較低的包膠模具溫度,以便于降低生產成本。
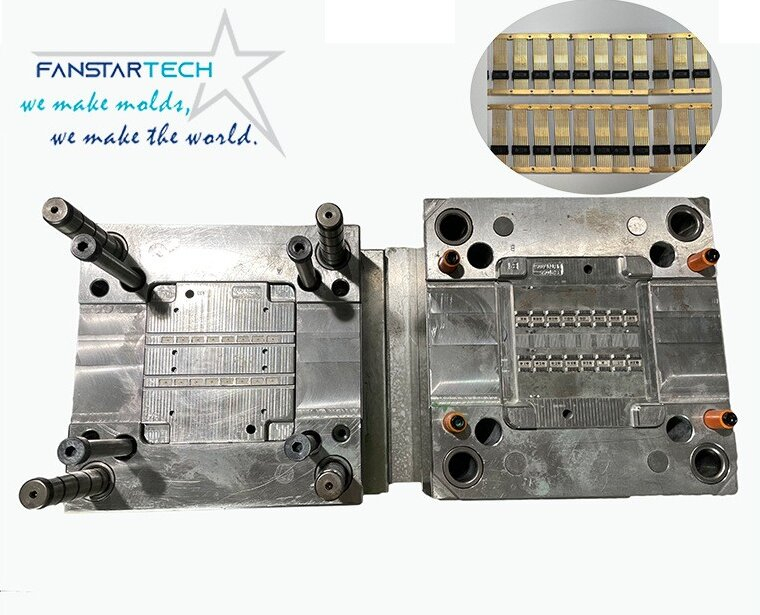
范仕達連接器模具
范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做模具制作前技術交流分析,讓模具交貨期短,壽命長,快速量產和成品質量優!有需要注塑成型模具的歡迎聯系我們!
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


