


在塑料加工中,多腔模具的應用越來越廣泛,但是進膠不平衡問題也隨之而來。這不僅會影響注塑成型的質量,還會導致模具的損壞和浪費。本文將介紹多腔模具進膠不平衡的原因及解決辦法,幫助您解決這一問題,提高注塑成型的質量。
雙色鍵帽注塑成品
多腔模具進膠不平衡的原因:
1.進膠口的位置不一致或出現偏差。
2.模具上的進膠口或流道有缺陷或損壞。
3.注塑機的螺桿或注射閥有問題。
4.模具的溫度不均勻。

工業風扇注塑成品
多腔模具進膠不平衡的解決辦法:
1.調整進膠口的位置,使其一致并且無偏差。
2.修理或更換模具上的進膠口或流道,確保其無缺陷或損壞。
3.檢查注塑機的螺桿或注射閥是否有問題,如有需要進行修理或更換。
4.調整模具的溫度,使其均勻一致,以避免進膠不平衡。
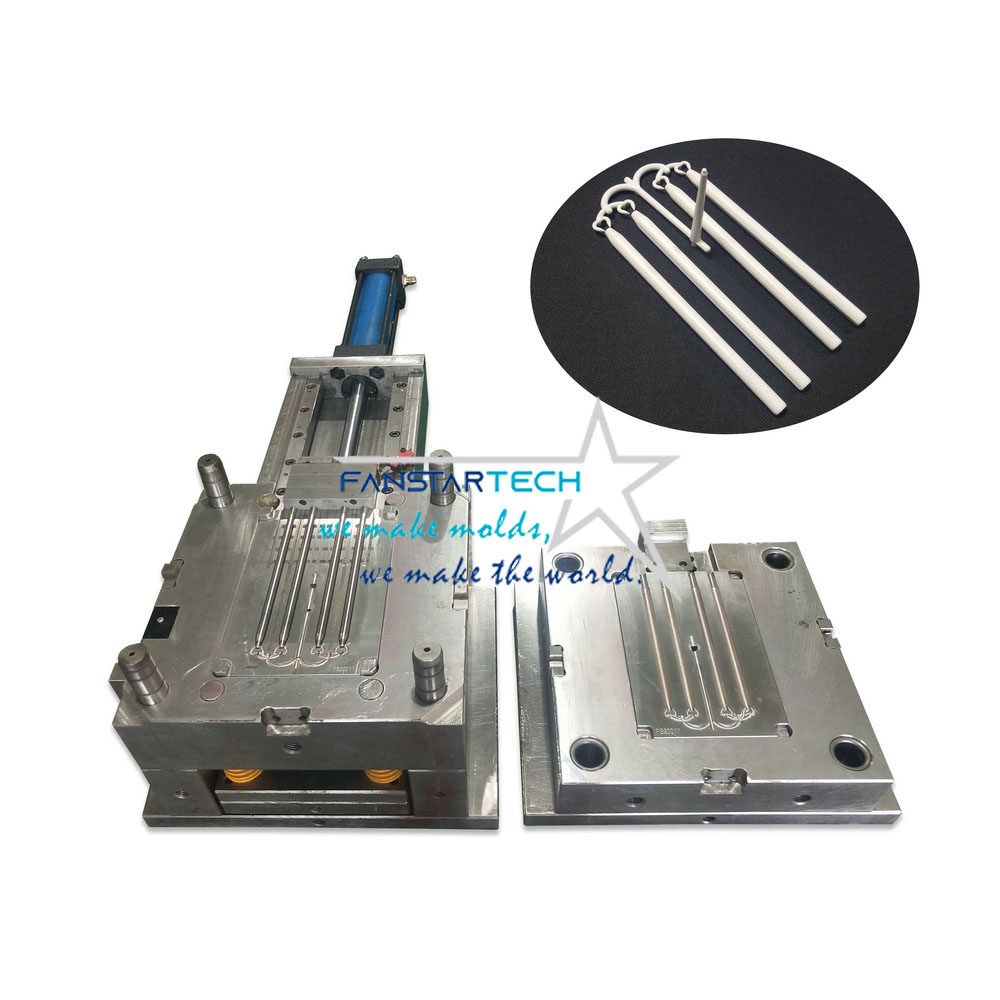
觸屏筆注塑成品
多腔模具進膠不平衡的問題會影響注塑成型的質量,甚至導致模具的損壞和浪費。通過本文介紹的解決方法,您可以輕松解決這一問題,提高注塑成型的質量。如果您還有其他問題,歡迎隨時向我們咨詢。
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


