


注塑制品出現(xiàn)銀絲紋的原因:
模具方面:澆口小,冷料穴太小,模具光潔度太差,排氣不良。
設(shè)備問題:噴嘴有流漣物,背壓過低。
工藝條件:料溫過高,注射壓力太高,注射速度過快,塑化均,脫模劑過多。
原材料:含水分而未干燥,潤滑劑過量。
解決辦法:
模具方面措施:排氣系統(tǒng),澆口位置,模具溫度,脫模劑,模具磨損,模具材料,模具冷卻水系統(tǒng)。
設(shè)備問題措施:應(yīng)適當(dāng)調(diào)整注射速度和壓力,使塑料能夠以更穩(wěn)定的速度和壓力注入模具,避免因流動不穩(wěn)定而產(chǎn)生的銀絲紋。確保塑料在料筒內(nèi)均勻受熱,避免局部過熱。適當(dāng)提高背壓,使塑料在料筒內(nèi)停留時間更短,減少分解的可能性。適當(dāng)降低螺桿轉(zhuǎn)速,減少剪切熱量,避免塑料過熱分解。確保模具溫度均勻分布,避免局部過熱或過冷。定期對設(shè)備進行維護和保養(yǎng),確保設(shè)備正常運行,減少設(shè)備故障導(dǎo)致的銀絲紋問題。
工藝條件措施:干燥原料,切換材料,調(diào)整注射速度和壓力,調(diào)整熔體溫度,調(diào)整背壓,調(diào)整螺桿轉(zhuǎn)速,調(diào)整模具溫度,改進排氣系統(tǒng),控制一次投料量。
原材料措施:選擇穩(wěn)定性高的原料,控制水口料比例,控制原材料含水量,避免使用再生料,原材料存儲,原材料質(zhì)量檢查。
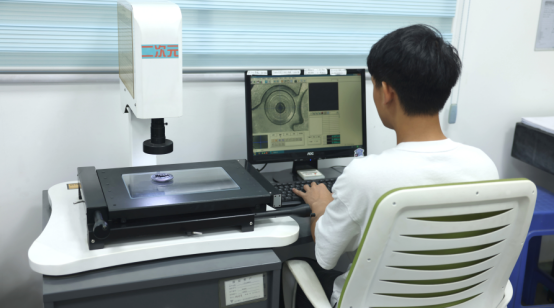
范仕達智能科技有限公司以其精湛的技術(shù)和豐富的經(jīng)驗,在注塑模具加工領(lǐng)域享有盛譽。擁有一支專業(yè)的技術(shù)團隊,具備深厚的行業(yè)知識和出色的技術(shù)實力。在注塑模具專業(yè)技術(shù)上,擁有先進的設(shè)備和技術(shù),能夠進行高精度的磨削加工,確保模具的精度和表面質(zhì)量。注重生產(chǎn)流程的標(biāo)準(zhǔn)化和智能化應(yīng)用,實現(xiàn)了從設(shè)計到制造、加工、檢測等環(huán)節(jié)的全面標(biāo)準(zhǔn)化化管理。引進了先進的生產(chǎn)設(shè)備和檢測儀器,為模具的精度和質(zhì)量提供了有力保障。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢


