

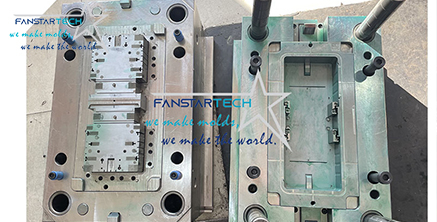
電動產品注塑模具是指在電動產品生產過程中使用的注塑模具。注塑模具是一種用于生產塑料制品的工具,通過將塑料熔融后注入模具中,待冷卻后得到所需形狀的產品。電動產品注塑模具在電子產品、汽車零部件等領域應用廣泛,對于提高生產效率、降低成本具有重要意義。

汽車工業作為現代社會的關鍵產業之一,不斷地推動著技術的發展和創新。在汽車制造過程中,注塑技術作為一種重要的成型工藝,被廣泛應用于各種汽車零部件的生產。其中,開模注塑工藝在生產汽車精密注塑件方面具有顯著的優勢和價值。
在我們日常生產生活中,注塑件廣泛應用于各個領域,如汽車、電子、家電等。然而,由于各種原因,注塑件側壁凹痕的問題時常出現,這不僅影響了產品的質量和美觀,還可能危及產品的安全性。本文將深入分析注塑件側壁凹痕的原因,并提供一些有效的解決方案。
雙色立式注塑機在生產過程中可能會出現混色不均勻的問題,這不僅會影響產品的外觀質量,還可能造成生產效率的降低。為了解決這一問題,本文將為您提供一份雙色立式注塑機混色不均勻的處理指南。

注塑成型是一種生產工藝,通過將塑料原料加熱至熔融狀態,注入模具中,冷卻后得到所需形狀的產品。這種工藝具有效率高、成本低、適合大規模生產等優點,被廣泛應用于各個行業。

PP注塑成型產品在倉庫里出現尺寸變小的現象,可能是由多種因素引起的。本文將詳細分析可能導致尺寸變小的原因,并探討相應的應對策略。
注塑成型是一種常見的生產工藝,內螺紋注塑產品是其中一種常見的制品。然而,在內螺紋注塑產品的生產過程中,脫模問題一直是一個難題。脫模不良不僅會影響產品質量,還可能造成安全隱患。因此,本文將介紹內螺紋注塑產品脫模的原理和設計優化方法,以幫助讀者更好地了解和應對這一難題。
注塑成型是一種常見的生產工藝,可用于制造出各種形狀的塑料制品。然而,在注塑成型過程中,可能會出現一些問題,其中之一就是黑點的出現。本文將詳細分析注塑成型中出現黑點的原因,并提出相應的解決辦法。
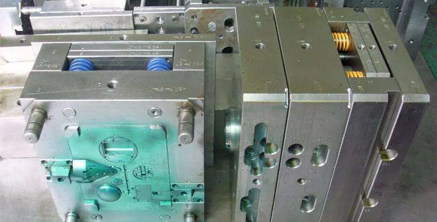
注塑模具結構的基本組成部分主要包括模具型腔、澆口、流道和料筒。模具型腔是決定塑件外形和尺寸的關鍵部分,澆口是連接料筒和模具型腔的通道,流道則負責將料筒內的熔融塑料傳輸到模具型腔,而料筒則是儲存塑料原料的地方。
注塑成型過程中,試模是一項非常重要的環節。在這個環節中,工程師們可以測試各種參數和條件,以確保最終的成品符合預期的質量和規格。然而,有些時候,注塑試模可能完全沒有問題,但在量產過程中卻出現了許多問題。這種情況可能會對生產效率和質量產生負面影響,因此必須加以解決。
在注塑成型過程中,PP料填充不均衡是一個常見的問題。這個問題會導致產品質量下降和生產效率降低,因此我們需要了解其原因并采取相應的解決辦法。本文將為您介紹注塑成型PP料填充不均衡的原因及解決辦法。
當我們在注塑成型過程中遇到褶皺問題時,可能會感到困惑和無助。然而,褶皺產生的原因和解決方法其實并不難理解,只要我們掌握了一些基本的知識,就可以輕松解決這個問題。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


