
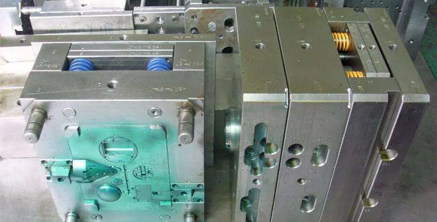
熱流道模具藏膠是注塑成型中一種常見的問題,它會對注塑產(chǎn)品的質(zhì)量產(chǎn)生不良影響,如何解決這個問題呢?以下是我們的幾點建議:

在生產(chǎn)過程中,我們可能會遇到這樣的問題:注塑成型的產(chǎn)品出現(xiàn)了黑點。這不僅影響了產(chǎn)品的外觀質(zhì)量,也可能預示著潛在的質(zhì)量問題。那么,注塑成型出現(xiàn)黑點的原因是什么呢?我們又該如何解決這個問題呢?本文將為你提供解決方案。

注塑成型過程中,澆口是熔融塑料注入型腔的重要通道,而澆口處的冷卻速度相對較慢,易形成高澆口。本文將分析注塑成型件出現(xiàn)澆口高的原因及相應的對策。
在制造業(yè)領域,效率與品質(zhì)的重要性不言而喻。而精益注塑制造正是一種致力于提升效率與品質(zhì)的先進制造方法。它通過消除浪費、優(yōu)化流程和關(guān)注客戶需求,為企業(yè)提供了一條簡潔、高效、優(yōu)質(zhì)的生產(chǎn)之路。
在注塑成型過程中,經(jīng)常會遇到ABS注塑件光亮度低的問題。這不僅影響產(chǎn)品的美觀度,也會對性能造成一定的影響。本文將簡要分析ABS注塑件光亮度低的原因,并介紹幾種解決辦法。
在注塑成型過程中,常常會出現(xiàn)各種品質(zhì)問題,這些問題會影響產(chǎn)品質(zhì)量、生產(chǎn)效率等。因此,分析和解決這些問題對于生產(chǎn)出高質(zhì)量的產(chǎn)品和提高生產(chǎn)效率非常重要。本文將介紹一些常見的注塑成型品質(zhì)問題及解決方法。
POM加20%的玻纖是一種常見的塑料材料,常用于制造各種零部件和產(chǎn)品。在注塑成型過程中,選擇使用熱流道還是冷流道,要根據(jù)具體的情況來決定。
塑料制品的鼓包缺陷在注塑成型過程中很常見。它不僅影響制品的美觀和外觀,還會導致制品厚度不均,降低制品的強度和實用性。本文將分析注塑成型鼓包缺陷的原因,并提出相應的解決方案,以便讀者在實踐中參考和改進。

在工業(yè)生產(chǎn)中,高光PP是一種應用廣泛的塑料材料,其具有高光澤度、外觀精美等優(yōu)點。然而,如果在注塑過程中沒有掌握好工藝參數(shù)和材料性質(zhì),就可能會導致生產(chǎn)出的產(chǎn)品表面啞光。這不僅影響了產(chǎn)品的美觀度,還會對產(chǎn)品質(zhì)量造成負面影響。

注塑模具是一種重要的加工工藝,尤其在軍工領域中有著廣泛的應用。通過對注塑模具的合理應用,可以大幅提高軍工產(chǎn)品的質(zhì)量和性能,確保軍工產(chǎn)品能夠滿足高強度、高精度、高性能的要求。因此,軍工注塑模具的加工和應用具有非常重要的現(xiàn)實意義。
光伏注塑模具通常分為太陽能電池板模具、接線盒模具和連接器模具等。其中,太陽能電池板模具是生產(chǎn)太陽能電池板的主要工具,它的品質(zhì)和設計直接影響到太陽能電池板的效率和壽命。接線盒模具和連接器模具則主要用于制造太陽能電池板與其他電器之間的連接部分。
流痕和縮水是注塑成型中常見的問題,這些問題在注塑PC產(chǎn)品時尤為突出。流痕是指產(chǎn)品表面出現(xiàn)波浪狀或條紋狀的痕跡,而縮水是指產(chǎn)品表面出現(xiàn)凹陷或坑洼的現(xiàn)象。這些問題不僅會影響產(chǎn)品的外觀和性能,還可能導致產(chǎn)品退貨或召回。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢




