

光伏連接器模具是一種重要的光伏組件,它可以在太陽能電池板和匯流箱之間提供連接功能。這種連接器模具不僅具有較高的電氣性能和可靠的連接性能,而且還具有良好的防水和防腐蝕性能。

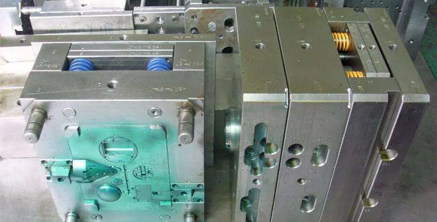
注塑成型是一種將塑料材料注入到模具中并經(jīng)過加熱和冷卻后得到制品的過程。前模是注塑成型中非常重要的組件之一,它的作用是保證塑料熔體能夠順利地充滿模具型腔,并防止制品在脫模時與前模粘連。
在數(shù)字化時代,筆類產(chǎn)品的設計與制造已經(jīng)離不開雙色筆注塑模具的應用。雙色筆注塑模具不僅能夠有效提高產(chǎn)品的生產(chǎn)效率,還能為產(chǎn)品設計師提供更多的創(chuàng)作空間,從而實現(xiàn)更高的產(chǎn)品質量和市場競爭力。
隨著全球能源需求的快速增長,儲能技術的發(fā)展日益受到人們的關注。而儲能外殼注塑模具作為儲能系統(tǒng)的關鍵部件之一,其設計和制造水平直接影響著儲能系統(tǒng)的性能和可靠性。儲能外殼注塑模具作為一種綠色環(huán)保、高效制造的模具,已成為電池廠、新能源汽車廠等領域的熱門選擇。采用該模具可以顯著提高生產(chǎn)效率、質量和經(jīng)濟效益。
PEEK注塑模具是一種應用廣泛的塑料注射成型模具。相比傳統(tǒng)的金屬模具,PEEK注塑模具具有更高的精度、更好的耐磨性和更高的抗拉強度。這些特點使得PEEK注塑模具在汽車、電子、航空航天等領域得到了廣泛應用。
尼龍注塑成型出現(xiàn)尺寸偏差的原因有很多,其中最主要的原因是注塑機塑化容量小或者料斗喉料量不足,導致無法保證每次注塑都能得到均勻的塑化效果。此外,熱電偶的選擇類型不對、熱電偶松脫或損壞、注塑量和塑化能力不足、沒有每次運作都有穩(wěn)定的熔融熱料等因素也會導致尺寸偏差問題。

在注塑成型過程中,表面出現(xiàn)白霧是一種常見的問題,它不僅影響產(chǎn)品的外觀,還可能導致產(chǎn)品質量下降。本文將從注塑工藝、注塑模具設計等方面分析白霧產(chǎn)生的原因,并提供相應的解決方案。

注塑拉傷是指在注塑過程中,由于塑件脫模不徹底、冷卻不均勻等原因,導致塑件在脫離模具時出現(xiàn)拉傷或變形的現(xiàn)象。
注塑成型填充不足的問題可能是由多種因素引起的,例如進料調(diào)節(jié)不當、注射壓力太低、注射速度太慢、注塑模具溫度低、樹脂溫度低、注射時間短等等。以下是一些可以改善注塑成型填充不足的工藝方法:

雙色模具注塑成型沖痕缺陷是指在雙色注塑過程中,由于注塑壓力、注塑速度等工藝參數(shù)不當,或者產(chǎn)品結構設計不合理,導致注塑模具分型面與制品產(chǎn)生撞擊或拉扯等現(xiàn)象,在制品表面形成的線條狀缺陷。這種缺陷可能會影響產(chǎn)品的外觀和性能,降低產(chǎn)品的使用壽命。

注塑模具成型加工顏色不均是制品表面的顏色不一樣,可在料頭附近和遠處,偶爾也會在銳邊的料流區(qū)出現(xiàn)。顏色不均是因為顏料分配不均而造成的,尤其是通過色母、色粉或液態(tài)色料加色時。在溫度低于推薦的加工溫度情況下,母料或色料不能完全均勻化。
注塑成型是一種常見的制造工藝,用于將塑料材料注入到注塑模具中,制造出各種形狀的產(chǎn)品。然而,在生產(chǎn)過程中,常常會出現(xiàn)一些問題,例如放射紋。下面將介紹放射紋的原因以及解決方案。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


